





Последнее обновление: 18.03.2022
1 шт. oled-дисплей P12601 с разрешением 128x3 2 и синим на черном, Драйвер IC SSD1303,31 контакт 8-бит8080, 8-бит6800 параллельный порт Новый





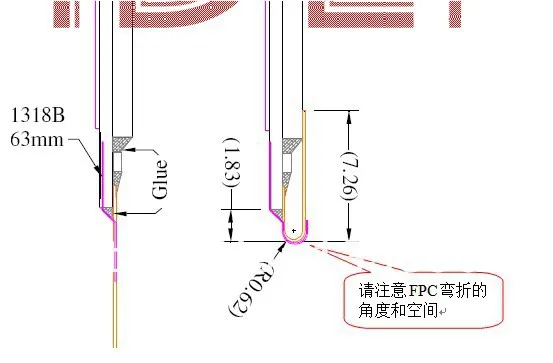
Меры предосторожности Во-первых, с FPC / COF / TCP для OLED продуктов, необходимых в дизайне некоторых из соображений при изгибе 1 обратите внимание, что дизайн FPC угол изгиба и изгиб пространства, не складывайте FPC матрицы.FPC легко сделать слишком плотный изгиб, не вызывая дисплей. Следуйте разделам модульного дизайна справочных спецификаций для проектирования этикетки на чертеже. Следующая фигура и края OLED стекла ≥ 1,83 мм, угол изгиба был естественным согнутым.
Во-вторых, с FPC / TCP сварки oled-продуктов в некоторых из соображений Рекомендуемый способ использования горяч-бар пайки выхода для того, чтобы обеспечить Стандартные условия сварки под давлением: температура 180-210deg время <10 сек (2) Используйте Электрический паяльник инструкции: Перед сварочной панелью проверяется.Визуальный осмотр, штифты без поломки; Электрический осмотр, тестирование, экран отображает нормальную работу сварки В PCB / FPC 's Pin Foot равномерно на оловянном С отверстием на правильном месте и фиксированным FPC / TCP, убедитесь, что сварка не двигается, когда Добавьте флюс, используя температуру наконечника паяльника, температуру 300-350deg. Повторная пайка не должна превышать трех раз, в то же время не должна превышать 3 сек, интервал в пять минут каждого повторения. После сварки.Проверьте сдвиг стопы, плохую сварку, остатки пайки и сделайте соответствующие корректировки. 3. Примечание по эксплуатации: Паяльник с наконечником не может использоваться для предотвращения повреждения FPC / TCP-контактов. Использование нагреваемого утюга, требующего слишком низкой температуры пайки и не будет прилипать к стопе. Использование флюса может уменьшить сварку или даже сварку холодной сварки Так как TCP / FPC не может быть восстановлен, поэтому при использовании не сгибается или не тянет штифт.