








Ручной аппарат для дуговой сварки YB320, 220 В переменного тока, 3000 Вт, цифровая интеллектуальная Регулировка тока, толщина 2-14 мм 
ADroad Store - Надежность 100%
Более 32 подписчиков, дата открытия магазина 27.07.2021
- Положительные оценки: 100% (126)
- Соответствие описанию: 100%
- Отвечает на сообщения: 100%
- Скорость отправки: 100%
Последнее обновление: 12.09.2024





LМгновенная дуга, антипригарный электрод
LРегулятор регулирования тока
LВысококачественный зажим из чистой меди
LТонкий корпус, легко носить с собой
LHD LCD автоматическое соответствие току
LИнновационный дизайн, чтобы заменить традиционный аппарат для ручной сварки
ПараметрыТовары
Параметры
Диаметр электрода (мм)
2,5/3,2
Диапазон тока (A)
0 ~ 120
Диапазон напряжения (В)
220±33
Тип сварочного стержня
УглеродСталь, нержавеющая сталь, сталь
Сварочный материал
Нержавеющая сталь, легированная сталь, углеродСталь, чугун
Толщина сварки (мм)
2 ~ 14
Мощность (Вт)
3000
Вес (кг)
1,5
Размер сварочного аппарата (см)
24x23x8
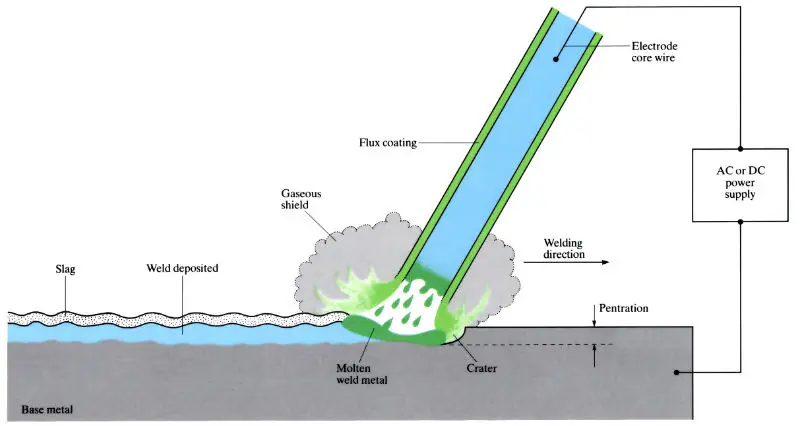
Основы MMAСварка начинается путем удара электрической дугой между электродом с флюсом и металлической заготовкой, которая должна быть соединена. Сочетание расплавленного основного металла и расплавленного провода из электрода образует сварное соединение. Сварочные материалы защищены от загрязнений в атмосферу газами, полученными из флюсового покрытия.
Сварка ММА (электрод с флюсом)
Электрическая дуга производится между металлическим электродом, несущим высокий ток, и заготовкой, которая должна быть соединена. При интенсивном нагреве дуговой температуры (2700-5500 °C) небольшая площадь основного металла доводится до температуры плавления. В то же время конец электрода плавится и капельки расплавленного металла проходят через дугу к основному металлу. Покрытие потока на электроде обеспечивает газообразное Экранирование от окисления.
Производство:
1. Либо переменный (a.c.), либо прямой (d.c.) ток используется для сварки MMA. Когда a.c. Используется, дуга должна воспламеняться в каждом полуцикле, так как полярность изменяется. Это вызывает некоторую нестабильность дуги, которая может быть облегчена с помощью дугостабилизирующих агентов в потоковом покрытии. Когда d.c. Используется, есть выбор полярности-положительный полюс дуги является самым горячим.
2. Напряжение дуги поддерживается от 14 до 45 В, с напряжением открытого замыкания 50-100 В. Источники питания колеблются от 30 до 500 ампер А. С. Или d.c.
3. Электроды с покрытием содержат шлаковые ингредиенты (которые производят жидкое покрытие над сварным швом по мере остывания) и газовые ингредиенты (которые генерируют атмосферы CO2, CO или H2 вокруг дуги). Основные материалы, используемые в электродных покрытиях, включают:
Углеродистый материал целлюлозы(C6 H10 O5 ) n-производит защитный газ (CO).
Кремнезем (SiO2) -сочетает в себе металлические оксиды для формирования шлака.
Оксид титана (TiO2) -для стабилизации дуги.
Карбонат кальция (CaCO3) -разлагается в форме CaO, и, следовательно, основной шлак.
Фторид кальция (CaF2)-повышает текучесть шлака.
Оксид натрия (Na2O) -выступает в качестве связующего покрытия и повышает текучесть шлака.
Ферро-кремний-действует как деоксидант.
Железный порошок-увеличивает скорость осаждения.
4. Размеры сварочных аппаратов определяются в соответствии с их выходной мощностью, которая может варьироваться от 150 до 1000 ампер.
5. Скорость осаждения в диапазоне 2-5 кг/ч.
Крупным планом фотографии






MMA сварочные материалы:
1. Большинство инженерных металлов и сплавов могут быть сварены в процессе сварки MMA (очень универсальный процесс).
2. При сварке углеродистых и низколегированных сталей электроды с покрытием обычно изготовлены из низкоуглеродистой стали. Для легированных сталей, подверженных образованию твердого и хрупкого мартенсита при охлаждении используются электроды из низколегированной стали. Кроме того, эти стали подвержены химическому воздействию, а покрытия должны быть свободны от водородообразной целлюлозы. Вместо этого TiO2 и CaCO3 добавляются к покрытию. Аустенитные составы (до 25% хрома и 20% никеля) также полезны для предотвращения образования мартенсита.
3. Литые Утюги сварены никелевыми или монельскими электродами (Ni - Cu).
4. Большинство цветных металлов и сплавов сварены электродами, похожими на сварные металлы. Электроды из алюминиевого сплава покрыты флюсами, состоящими из смесей фторидов и хлоридов для растворения поверхностного слоя оксида алюминия Al2O3. Закалка осадков сплавы Al-Mg-Si теперь сварены Тиг и MIG процессов. Медные, медно-оловянные (бронзы) и медно-цинковые (brasses) сплавы обладают большими коэффициентами теплопроводности, поэтому требуется большее количество тепла и требуется предварительное нагревание перед сваркой MMA (до 250-450 °C). Никелевые Сплавы могут быть сварены предварительно нагревающимися электродами.
Реальные шоу












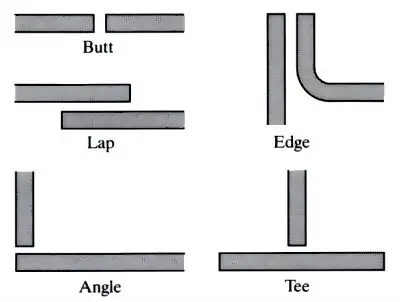
Сварные соединения MMA дизайн:
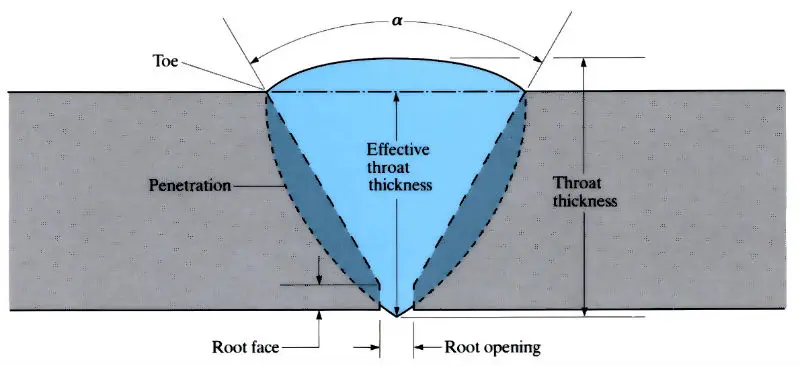
Существует пять основных типов сварных соединений: стык, угол (угол), край, филле (или тройник) и стыки круга.
Квадратные стыковые соединения могут быть изготовлены в толщины металла до 5 мм. Одиночные стыковые сварные швы «V» изготовлены в металлической пластине с толщиной 5-25 мм. Минимальный включенный угол (α) составляет 60 ° С отверстием корня 0-3 мм и лицом корня 0-3 мм.
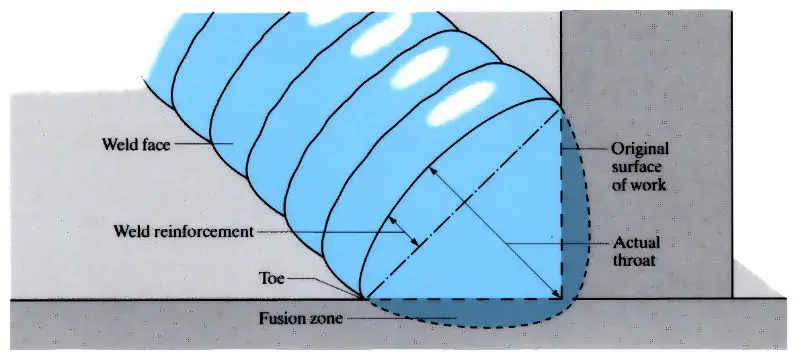
Сварные швы используются для заполнения углов и являются наиболее распространенными сварными швами в конструкционной работе (Т-образные соединения).
Гарантия качества на 1 год бесплатного обслуживания
Срок службы бесплатная техническая поддержка
Думаю, вам может понравиться ---
--- ---
--- ---
---
Отзывы покупателей
Страна: SA Ships From: China Доставка: Direct 29.11.2021
Отличный по описанию Я рекомендую иметь дело с продавцом Также отправьте подарки.
Страна: CH Ships From: China Доставка: Standard Shipping 04.01.2022
Настоятельно рекомендуем! Супер сервис и лучший продукт. Мы рекомендуем! Отличный сервис и лучший продукт.
S***s
Страна: CH Ships From: China Доставка: Standard Shipping 04.01.2022
Настоятельно рекомендуем! Супер сервис и лучший продукт. Мы рекомендуем! Отличный сервис и лучший продукт.