











Последнее обновление: 15.05.2022

Роликовые инструменты SANAI для бурения, конический хвостовик, зеркальная поверхность, токарный станок для прокатки сквозных и глухих отверстий, внутренняя прокатка
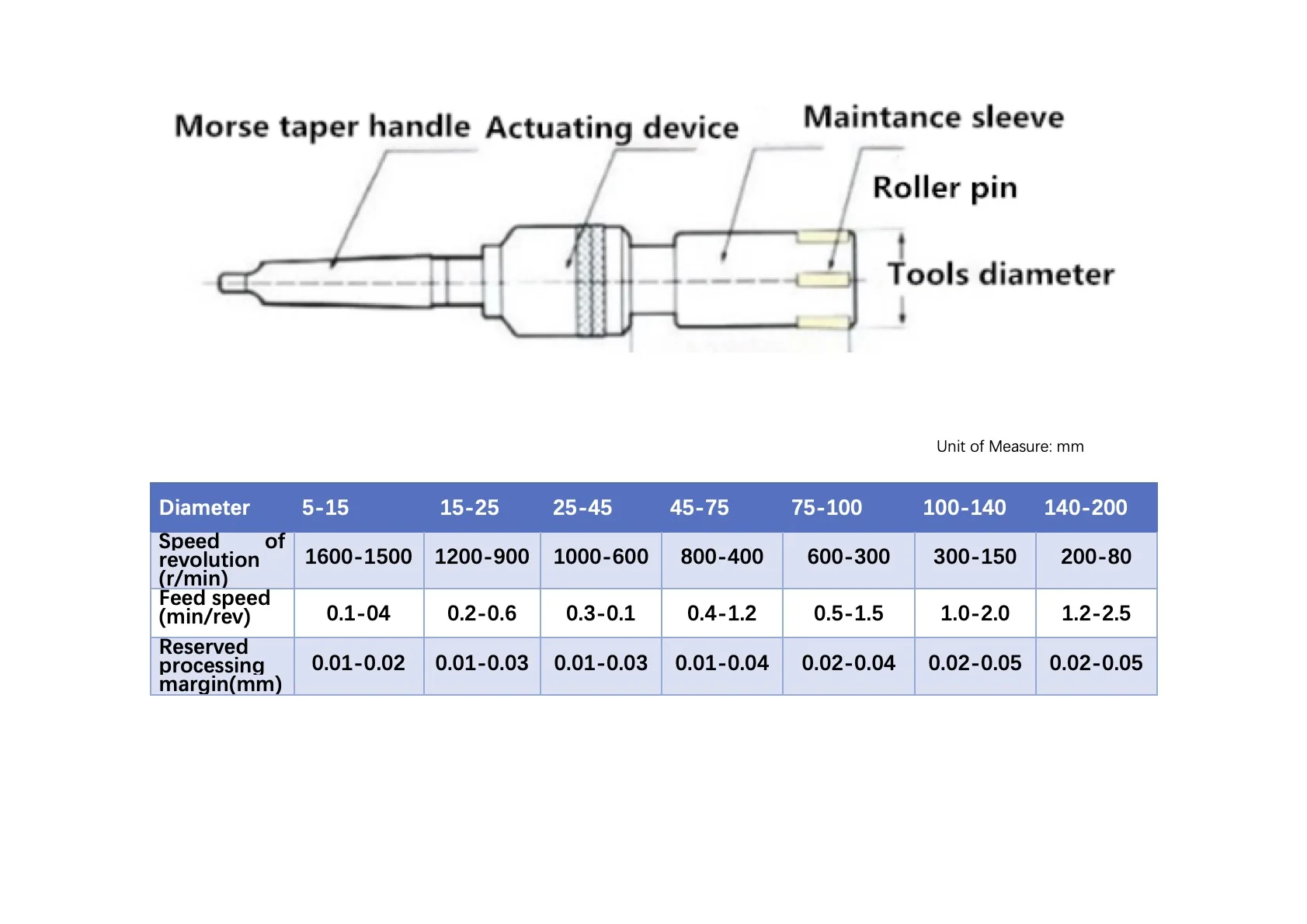
Возможны индивидуальные спецификации роликовых инструментов для бурения. Обратите внимание на конический штуцер, MT2, MT3 или MT4 доступен на ваш выбор. Для получения прямого хвостовика перейдите по ссылке на другие инструменты для прокатки. При возникновении любых вопросов, пожалуйста, оставьте сообщение или свяжитесь с нами по электронной почте: wlsa01@hotmail.comОписание:1. Тип хвостовика: конический хвостовик Morse2. Тип отверстия: сквозное/глухое отверстие3. Материал; Быстрорежущая сталь4. Твердость обработки: HRC40 или менее5. Диапазон обработки: диаметр сквозного отверстия от 3 мм до 300 мм; Диаметр глухого отверстия от 6 мм до 300 мм6. Доступный конический фитинг: MT2, MT3, MT4.7. Применение: блок цилиндров, шатун, корпус клапана, коромысло, статор двигателя и т. д.


Преимущества продукта
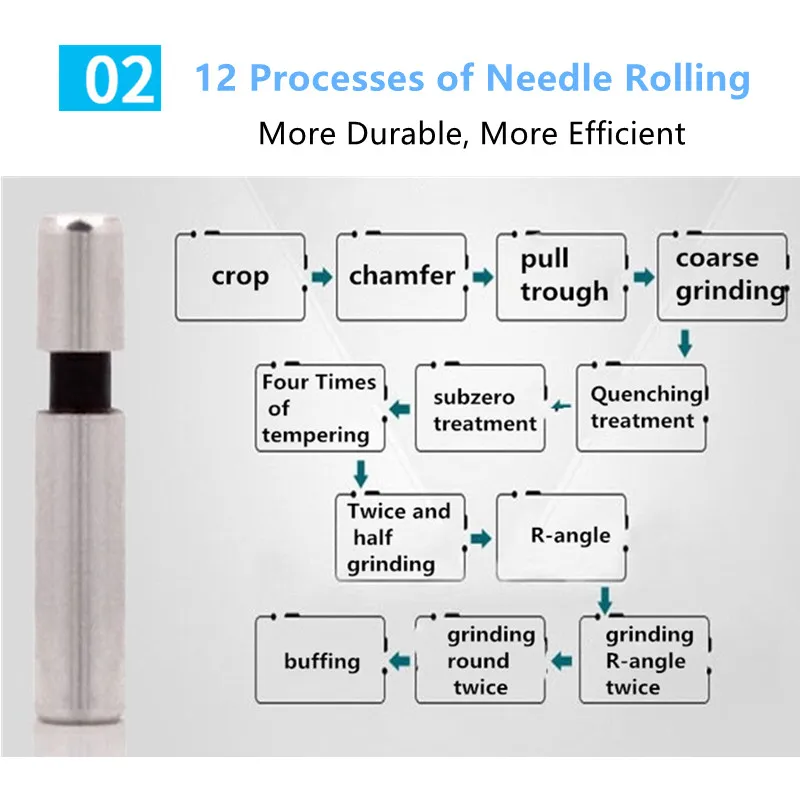
1. Материал высокого качества: материал HSS, более гладкий, прочный, с более длительным сроком службы;2. 12 процессов прокатки иглы: более прочный, более эффективный;3. Зеркальная Отделка: более гладкая, яркая, эффективная;4. Самостоятельная Регулировка размера, каждый для использования: максимальный диапазон регулировки диаметра около 0,5 мм, Минимальная шкала 0,0025 мм.



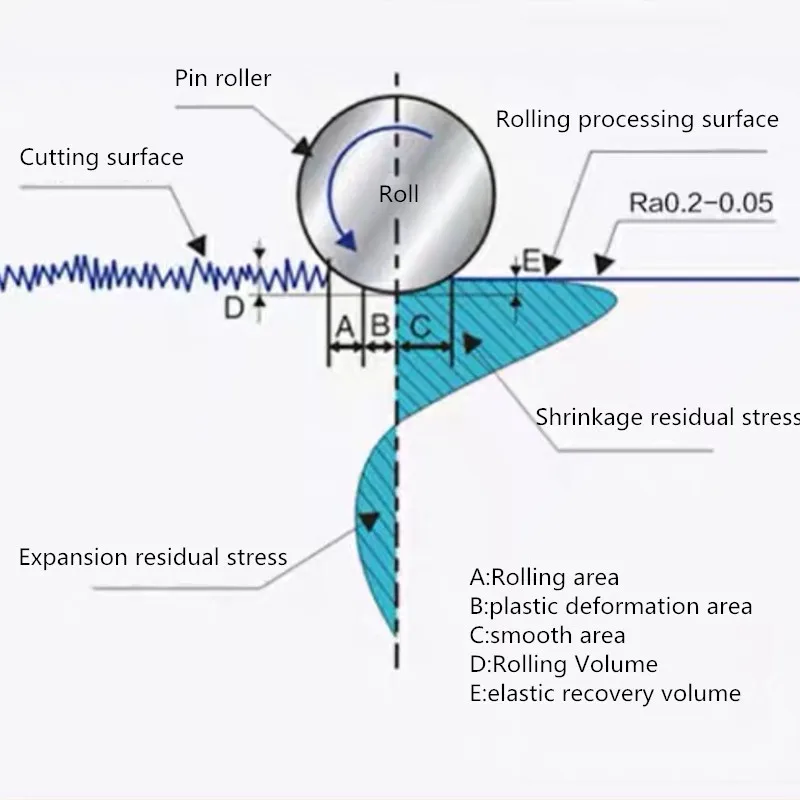
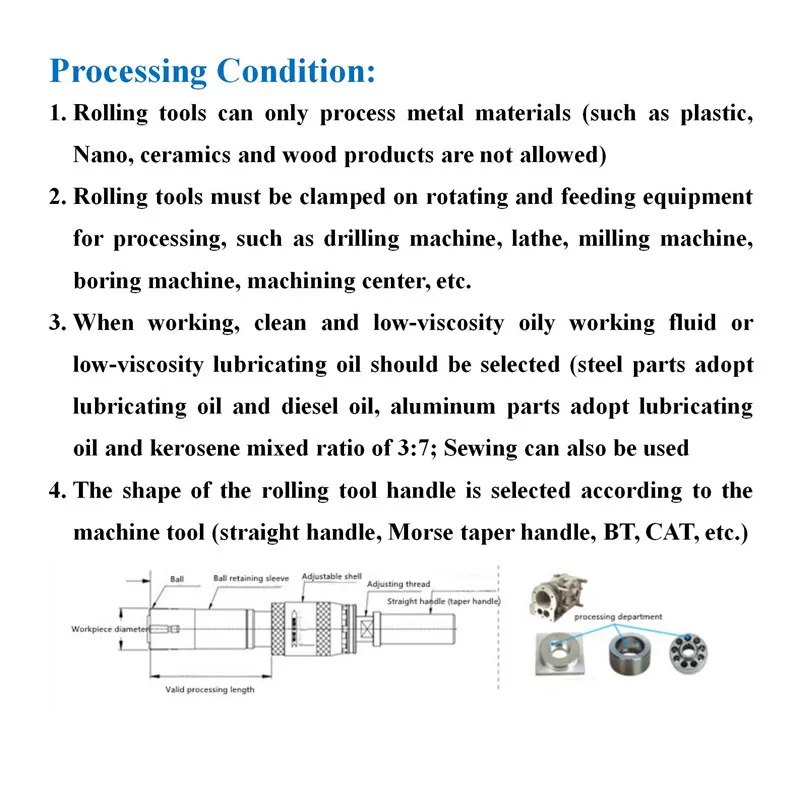
Теория обработки
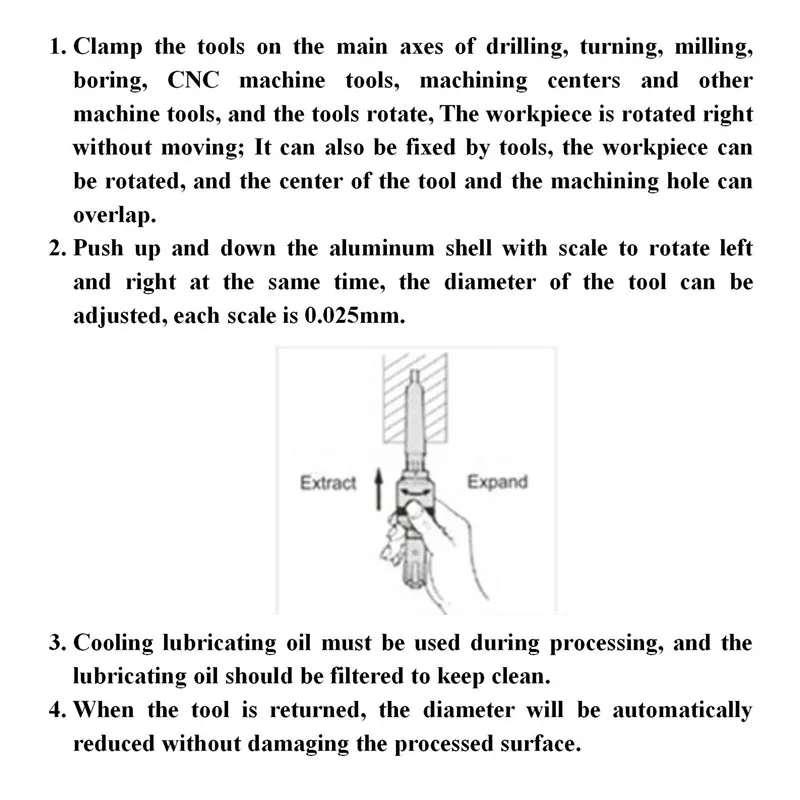
Способ установки и инструкция по регулировке размера
1. Зажимайте инструменты по основным осям сверления, токарных, фрезерных, расточных, станков с ЧПУ, обрабатывающих центров и других станков, инструменты вращаются, заготовка вращается вправо без движения; также можно закрепить с помощью инструментов, заготовку можно поворачивать, Центр инструмента и отверстие для обработки могут перекрываться.2. Надавите вверх и вниз на алюминиевый корпус со шкалой для одновременного вращения влево и вправо, диаметр инструмента можно регулировать, каждая шкала составляет 0,025 мм.3. Во время обработки необходимо использовать охлаждающее смазочное масло, чтобы оно оставалось чистым.4. При возврате инструмента диаметр будет автоматически уменьшен без повреждения обработанной поверхности.
Внимание:
1. На стене с отверстиями не должны быть глубокие отметки перед прокаткой, линии резки должны быть равномерными, свободными, а шероховатость должна быть около RAA1.6-RA3.22. Чтобы получить разумную маржу качения, мы должны выбирать в соответствии с ситуацией самой заготовки (в основном материал, твердость, шероховатость поверхности перед качкой), поэтому мы должны попробовать 2-3 штуки перед партийной обработкой, и узнать лучшее3. При обработке слепых отверстий нельзя обработать 0,5 мм внизу. Чтобы свести к минимуму часть, которую не может обработать качающаяся головка, после регулировки диаметра инструмента, часть сердечника в том же положении в верхней части игольчатого ролика удаляется шлифовкой.4. Толщина стенки заготовки должна быть достаточной, что обычно должно превышать 15% диафрагмы. Если толщина стенки слишком тонкая, Сверните ее перед уменьшением толщины стенки или используйте рамку для поддержки периферии.5. Выберите форму зажимной части инструмента в соответствии с станком (прямая ручка, конусная ручка Морзе, ручка BT и т. д.)
Применение для различных машин

Отзывы покупателей
Страна: RU Cutting Edge Length: Blind Hole Dimensions: 10mm Доставка: Standard Shipping 15.11.2021
ок